English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


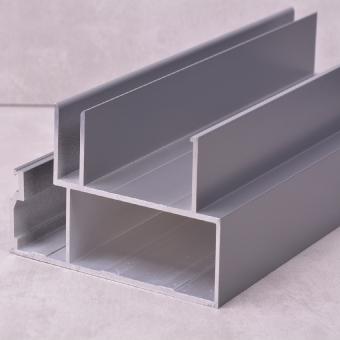
Principaux défauts et causes des matériaux d'extrusion en alliage d'aluminium
Les défauts font généralement référence à des zones qui ne répondent pas aux normes ou conditions de commande, ce qui affecte l'apparence ou l'utilisation du produit. Ils sont évitables lors de la production et reflètent directement la qualité du produit.
Défauts acceptables qui n'affectent que l'apparence du produit et peuvent être éliminés par une finition ou un traitement ultérieur sans affecter son utilisation, tels que la contamination de la surface, les rayures et les éraflures qui ne sont pas hors tolérance, les piqûres, la flexion, la torsion, les espaces plats, le pelage, bulles, fissures d'extrusion, dimensions, etc. Ces défauts sont généralement causés lors de l'extrusion et des processus ultérieurs de finition, d'emballage et de transport.
Défauts inacceptables qui ne peuvent pas être éliminés par une finition ou un traitement ultérieur, tels que des anneaux de cristaux grossiers, des stratifications, un retrait, une mauvaise soudure, une détection de défauts non qualifiée, un film d'oxyde excessif, des scories métalliques et non métalliques, des fissures de traitement thermique, une combustion excessive ou une surchauffe, comme ainsi que des rayures et rayures excessives, des flexions, des torsions, des espaces plats, des pelages, des fissures d'extrusion, des dimensions, etc. Certains de ces défauts sont hérités de la qualité métallurgique, comme une inspection non qualifiée, un film d'oxyde excessif, des scories métalliques et non métalliques, etc. ., et certains sont causés par des raisons de processus et de moules dans la production par extrusion.
Pollution des surfaces, rayures et bosses - faible conscience de la qualité pendant la production et manque de protection des surfaces des produits ; Ou il y a un problème avec la méthode d'emballage, qui peut provoquer une collision ou un frottement pendant la rotation et le transport.
Rayures - la zone de travail du moule n'est pas soigneusement nettoyée ; La piste de travail de la presse ou de la scie n'est pas soigneusement nettoyée.
Surface piquée - dureté insuffisante de la zone de travail du moule ; La température d'extrusion est trop élevée ; La vitesse de compression est trop rapide.
Pliage, torsion, jeu à plat – problèmes de conception de moule ; Température ou vitesse d'extrusion déraisonnable ; La température du milieu de trempe est trop basse ; Étirement insuffisant ou autres méthodes de finition.
Peeling et bulles - lingots en vrac ; La taille du tampon d’extrusion n’est pas raisonnable ; Taches d'huile sur la surface du lingot ou du cylindre d'extrusion ; Pressez la température ou la vitesse trop rapidement.
Pressez les fissures - la température ou la vitesse d'extrusion est trop rapide.
Taille – Conception de moule déraisonnable ; Le contrôle de la vitesse d'extrusion est incohérent avant et après.
Anneau de cristal grossier - contrôle inapproprié de la composition de l'alliage ; Conception déraisonnable du processus d’extrusion ; La température du traitement thermique est trop élevée et le temps d'isolation est trop long.
Formation de couches - défauts de surface du lingot non nettoyés par tournage ; Taches d'huile sur la surface du lingot ou du cylindre d'extrusion ; Conception de moule déraisonnable.
Queue rétrécissante - la vitesse de compression est trop rapide ; La différence de température entre le cylindre d'extrusion et le lingot est grande ; Moins d'extrusion résiduelle ou moins d'enlèvement de la fin du produit ; Il y a des taches d'huile sur la surface du lingot ou du cylindre d'extrusion.
Mauvaise soudure - conception de moule déraisonnable ; Tonnage insuffisant de la presse ; Basse température d'extrusion ; Petit coefficient d'extrusion ; Vitesse d'extrusion rapide ; Taches d'huile sur les ébauches, les outils ou les moules extrudés.
Détection de défauts non qualifiée - lingot de mauvaise qualité avec porosité importante, film d'oxyde, inclusions, etc. ; Le processus de traitement thermique est déraisonnable.
Surcombustion ou surchauffe – température de chauffage élevée et longue période avant l'extrusion ; Température d'extrusion élevée et vitesse rapide ; Température de chauffage élevée pendant le traitement thermique.
Film d'oxyde excessif, impuretés métalliques et non métalliques - mauvaise qualité métallurgique des lingots.
Fissures de traitement thermique - grande épaisseur de produit, basse température du milieu de trempe et vitesse de refroidissement rapide.


 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge