English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


Les profilés en aluminium sont des matériaux en aluminium avec différentes formes de section obtenues par fusion à chaud et extrusion de tiges d'aluminium. Le processus de production de profilés en aluminium comprend principalement trois processus : la coulée, l'extrusion et la coloration (la coloration comprend principalement l'oxydation, le revêtement électrophorétique, la pulvérisation de fluorocarbone, la pulvérisation de poudre, etc.).
Les matériaux en aluminium sont extrêmement instables dans l'air et peuvent facilement former des films d'oxyde difficiles à reconnaître à l'œil nu. En raison des différentes méthodes de traitement des pièces en aluminium, telles que la coulée, la coupe directe à partir de tôles extrudées, le traitement mécanique de précision, le traitement thermique ou le soudage après différents processus, la surface de la pièce présentera différents états et divers degrés de saleté ou de marques. Par conséquent, dans le processus de prétraitement, le processus de prétraitement doit être sélectionné en fonction de la situation réelle de la surface de la pièce. Dans le processus de prétraitement, il convient de noter que bien que le film d'oxyde naturel à la surface des pièces finement usinées ne se forme qu'initialement, il se forme une couche d'oxyde excessivement épaisse pendant le processus de coulée sur la surface non usinée, et une couche de coke huileux et fritté est formée avant que la pièce ne soit transférée au processus de traitement thermique ou de soudage. Les précautions de traitement pour ces situations sont les suivantes :
(1) Une attention particulière doit être portée au processus de prétraitement des pièces usinées avec précision : bien que le film d'oxyde naturel à la surface des pièces usinées avec précision ne soit formé qu'au début et facile à enlever, il est lourd et gras, en particulier à l'intérieur et autour les oeillets (ajoutés en raison des besoins de lubrification lors de l'usinage). Ces types de pièces doivent d'abord être nettoyés avec des solvants organiques. Si directement lavé avec de l'alcali, non seulement l'huile est lourde et difficile à enlever, mais la surface usinée avec précision ne peut pas résister à une forte corrosion alcaline à long terme. Le résultat affectera également la rugosité et la tolérance de la surface de la pièce, qui peut éventuellement devenir un déchet.
(2) Les problèmes qui doivent être notés dans le processus de prétraitement de la coulée des pièces moulées. Toutes les surfaces des pièces moulées n'ont pas subi de traitement mécanique. Les surfaces non usinées ont une couche d'oxyde excessivement épaisse formée pendant le processus de coulée, et certaines contiennent même des couches de sable. À ce stade, le film d'oxyde d'origine dans cette zone doit d'abord être retiré à l'aide de méthodes d'usinage ou de sablage, ou traité après un lavage alcalin. Ce n'est qu'ainsi que la couche d'oxyde d'origine dans la zone non traitée peut être éliminée et que les cotes de tolérance de la zone usinée ne peuvent pas changer.
(3) Pendant le processus de prétraitement des pièces qui ont subi un traitement thermique ou un soudage, il convient de prêter attention aux points suivants : selon les exigences du processus, les pièces doivent être nettoyées avec des solvants organiques avant d'être transférées vers le traitement thermique ou processus de soudage pour enlever les taches d'huile de surface. Cependant, actuellement, cela n'est généralement pas possible. Par conséquent, une couche de coke huileux et fritté se forme à la surface des pièces, difficile à éliminer dans les solvants organiques. S'il est trempé dans une solution alcaline, il provoquera une corrosion locale, produira des piqûres ou des irrégularités, affectant gravement la qualité du produit. Faire tremper cette couche de matière cokéfiante dans de l'acide nitrique concentré pour la ramollir. Une fois le matériau de cokéfaction ramolli, rincez-le légèrement dans une solution alcaline pour l'éliminer complètement.
1、 Air résiduel causé par le cisaillement à chaud de la tige longue
La surface de cisaillement formée lors du cisaillement thermique de la tige de colonne n'est absolument pas parfaite ni verticale. Le simple cisaillement à chaud de longues tiges de profilés en aluminium industriels peut provoquer une flexion importante des barres de colonne, entraînant des sections transversales elliptiques et des coins arrondis extrêmement grands à une extrémité du profilé en aluminium. Même avec le nouveau type de cisaillement à chaud à tige longue, l'angle de bord de la colonne cisaillée produit toujours des chanfreins, qui sont de bons endroits pour les résidus d'air.
Solution : Effectuer des inspections standards sur les tiges d'aluminium et éliminer résolument les tiges d'aluminium non qualifiées.
2、 Le dérangement a causé de l'air résiduel
Le bouleversement a entraîné de l'air résiduel. Ce n'est que lorsque le diamètre du cylindre contenant des lingots d'aluminium est supérieur au diamètre de la tige que la tige peut être placée à l'intérieur du cylindre contenant des lingots d'aluminium. Après avoir appliqué une pression sur la colonne à l'intérieur du cylindre de lingot en aluminium, ce qui provoque l'expansion de la colonne au diamètre du cylindre de lingot, le gaz transporté doit être évacué. Si le gaz n'est pas évacué, il restera dans le lingot d'aluminium et deviendra des bulles.
Solution : configurez les joints d'extrusion en fonction de la taille minimale de la doublure intérieure du cylindre d'extrusion, remplacez régulièrement le cylindre d'extrusion, inspectez la corrosion et le lavage du cylindre d'extrusion et du tampon d'extrusion, mesurez le diamètre intérieur et extérieur du cylindre d'extrusion, et configurer les joints d'extrusion appropriés ; Nettoyez le cylindre d'extrusion une fois par équipe avec des tampons de nettoyage et effectuez régulièrement un nettoyage anticorrosion sur le cylindre d'extrusion.
3、 La connexion de deux tiges en aluminium conduit à de l'air résiduel
En raison de la connexion de deux tiges en aluminium, des résidus d'air ont été causés. Parce que la surface des deux tiges courtes est fondamentalement plate, la probabilité de transporter de l'air est très faible. La qualité du sciage affecte directement la quantité d'air transportée entre deux tiges courtes. À l'heure actuelle, il existe une technologie de pointe qui peut empêcher deux tiges courtes de se connecter et éliminer la possibilité d'entrée d'air.
Solution : Déterminer une longueur raisonnable de tige d'aluminium en fonction des paramètres de processus tels que le poids unitaire du profilé et le nombre de pièces de décharge.
Les profilés en aluminium sont divisés en:
1. Profilés en aluminium industriels : principalement utilisés pour les avions, les trains, les radiateurs industriels, les automobiles, les appareils électriques, etc.
2. Profilés de construction en alliage d'aluminium : principalement utilisés pour la construction de portes et de fenêtres, de murs-rideaux, de décoration intérieure et extérieure et de profilés en aluminium pour les structures de construction.
Les profilés en aluminium sont divisés en:
1. Matériau en aluminium anodisé : La surface du profilé est anodisée, colorée électrolytiquement ou colorée organiquement.
2. Matériau en aluminium peint par électrophorèse : La surface du profilé est traitée avec une combinaison d'anodisation et de peinture électrophorétique.
3. Matériau en aluminium pulvérisé en poudre : la surface du profilé est recouverte d'une poudre de polymère organique thermodurcissable.
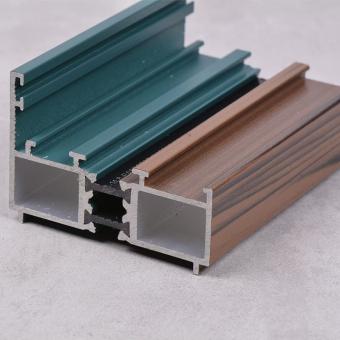
4. Matériau en aluminium de pulvérisation de peinture au fluorocarbone : la surface du profilé est recouverte d'une peinture au fluorure de polyvinylidène. À l'heure actuelle, le profilé d'isolation couramment utilisé est un type de profilé en alliage d'aluminium qui adopte un composite de coulée ou de coulée.
Indicateurs clef:
1. Qualité de l'aspect : la surface des profilés anodisés ne doit pas présenter de défauts tels que des brûlures électriques ou un détachement de film d'oxyde qui affectent leur utilisation ; Le film de peinture des profils électrophorétiques, en poudre et fluorocarbonés après la peinture doit être uniforme, net, lisse et exempt de défauts tels que rides, fissures, bulles, marques d'écoulement, inclusions et détachement du film de peinture pouvant affecter leur utilisation. Cependant, l'absence locale de film est autorisée à moins de 80 mm de l'extrémité du profil. La qualité d'aspect des profilés de construction en alliage d'aluminium affecte l'effet décoratif des bâtiments. Par conséquent, la surface des profilés d'usine doit être recouverte d'un film pour éviter les rayures de surface, les bosses et la corrosion pendant le transport et l'empilage. Certains profilés de construction en alliage d'aluminium sur le marché ont des taches d'eau et de moisissure dans leurs cavités intérieures,
2. Épaisseur de paroi : L'épaisseur de paroi des profils est l'un des principaux facteurs affectant la résistance des pièces traitées, et le profil principal est la partie porteuse en ingénierie. Par exemple, la petite épaisseur de paroi nominale du profil principal de la fenêtre extérieure ne doit pas être inférieure à 1,4 mm
3. Épaisseur du film: La résistance à la corrosion de surface des profilés en alliage d'aluminium extrudé n'est pas solide et un traitement de surface est nécessaire pour augmenter la résistance à la corrosion, la résistance à l'usure et l'aspect esthétique du matériau en aluminium. Les niveaux d'épaisseur de film des matériaux en aluminium anodisé sont divisés en AA10, AA15, AA20 et AA25. Les niveaux d'épaisseur de film des matériaux en aluminium peints par électrophorèse sont divisés en ABS. L'épaisseur du revêtement sur les surfaces décoratives en aluminium pulvérisé en poudre est ≥ 40 um dans de petites zones, et l'épaisseur du revêtement sur les surfaces décoratives en aluminium peint au fluorocarbone varie en fonction du type de revêtement. L'épaisseur moyenne du film du deuxième revêtement est ≥ 30 um, l'épaisseur moyenne du film du troisième revêtement est ≥ 40 um et l'épaisseur moyenne du film du quatrième revêtement est ≥ 65 um
4. Composition chimique et propriétés mécaniques : La composition chimique et les paramètres techniques de performances mécaniques des profilés en alliage d'aluminium varient en fonction de leur marque et de leur état d'approvisionnement. Les clients doivent les vérifier un par un par rapport aux normes (contrats).
5. Couleur et différence de couleur : différentes qualités et états d'approvisionnement des alliages ont des différences de couleur et de différence de couleur. Il est recommandé de tenir pleinement compte de l'impact de la couleur et de l'incohérence des différences de couleur sur la structure du bâtiment lors de la sélection des nuances d'alliage et de l'état de l'approvisionnement.
6. Résistance à la corrosion par brouillard salin, résistance à l'abrasion, résistance aux intempéries, résistance au mortier, etc. : Ce sont des paramètres techniques importants des profilés en alliage d'aluminium, reflétant leurs performances et affectant leur utilisation.



 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge