English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


1. Il y a des coutures ou une mauvaise soudure
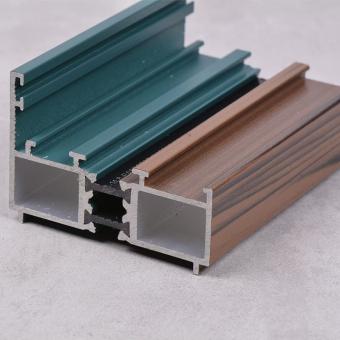
Les profilés creux en alliage d'aluminium sont extrudés à l'aide d'une filière combinée à shunt plan. Le métal passe par le processus de dérivation et de soudage, il y a donc des lignes de soudure dans les profilés creux. Si la soudure du métal n’est pas bonne et que des espaces apparaissent, c’est un défaut. Cet écart s'explique par deux raisons. La première est que le trou de dérivation et la chambre de soudage sont petits, que le flux de métal est insuffisant et que le métal ne forme pas suffisamment de pression hydrostatique dans la chambre de soudage. Le produit n'est pas bien soudé et s'écoule hors du trou de la filière, entraînant une soudure du produit. Lacunes ; la seconde est causée par une lubrification excessive et une mauvaise lubrification provoquant une mauvaise soudure des profilés creux. Le premier peut être résolu par meulage ou fraisage pour agrandir le trou de dérivation et la zone de la chambre de soudage, et augmenter le débit d'alimentation en métal, afin que le métal puisse former une pression hydrostatique suffisante dans la chambre de soudage. Ce dernier problème peut être résolu en utilisant un procédé d’extrusion non lubrifié.
2. La paroi du profilé en alliage d'aluminium a une surface arquée concave ou convexe.
1) La raison de la surface arquée concave de la paroi creuse du profilé en alliage d'aluminium : la courroie de travail du noyau du moule est inférieure à la courroie de travail du trou inférieur du moule et la longueur effective de la courroie de travail du noyau du moule est trop courte. Méthode de correction : placez une bague d'espacement entre le noyau du moule et le moule inférieur de sorte que la ceinture de travail du noyau du moule soit à la même hauteur que la ceinture de dimensionnement des trous inférieurs du moule sous contrainte. Parallèlement, la même épaisseur est réduite à la sortie du moule inférieur.
2) Raisons du renflement de la paroi creuse du profilé en alliage d'aluminium : le moule a été utilisé trop longtemps, la courroie de travail du noyau du moule est fortement usée, des rainures apparaissent et la résistance au frottement est augmentée. Le flux lent du métal fait gonfler la paroi profilée creuse. Méthode de correction : Si la tolérance d'épaisseur de paroi du profilé le permet, vous pouvez limer ou polir la surface de la courroie de travail du noyau du moule pour réduire la résistance au frottement ; Si l'usure de la courroie de travail du noyau du moule est importante et que l'épaisseur de la paroi du profilé a atteint l'écart supérieur, le moule peut être préchauffé à environ 300 °C, réparer, souder la forme du noyau du moule, puis le limer à la taille requise et le polir. Avant utilisation; si la courroie de travail du noyau du moule n'est pas usée, limez l'obstruction extérieure et la stagnation intérieure de la courroie de travail du noyau du moule. C'est ça.
3. Rayures de surface sur profilés en alliage d'aluminium
Des rayures apparaissent sur la surface extérieure des profilés extrudés, qui sont plus évidentes après anodisation. Ce défaut est principalement visible sur les parties présentant de grandes différences d'épaisseur de paroi du profilé, les parties soudées du métal sous le pont de dérivation et la face arrière avec des "branches" et des trous filetés à l'intérieur.
cause:
1) Les « branches » et les trous filetés à l'intérieur du profilé provoquent des stries de surface dues à un apport de métal insuffisant ou excessif ;
2) Rayures sur la surface du profilé causées par la zone de soudage sous le pont de dérivation du moule ;
3)Problèmes dans la conception de la section transversale du profil. En raison de la grande différence d'épaisseur de paroi du profilé, les parties où la longueur de la courroie de travail change soudainement produiront une différence de couleur semblable à une rayure après anodisation ;
4) En raison de la capacité de refroidissement insuffisante de la machine, des zones de stries noires apparaissent après l'anodisation ;
5) La qualité de la billette coulée elle-même n'est pas bonne, ce qui affecte la différence de couleur des rayures après anodisation du matériau extrudé.
Méthode de correction :
1) Vérifiez s'il existe de grandes différences d'épaisseur de paroi, de branches et de trous filetés sur la surface décorative du profilé dans les dessins du client ;
2)Le pont de dérivation doit être conçu sur la surface non décorative du profilé. Tout en assurant la solidité du moule, la chambre de soudage doit être aussi grande que possible afin que le métal puisse former une pression hydrostatique suffisante ;
3)Pour les tuyaux de grand diamètre ou les moules à profilés creux de grande taille, une chambre de soudage supérieure peut être prévue sur le moule mâle ;
4) Pour les « branches » ou rayures au niveau des trous filetés à l'intérieur du profilé, la méthode de réparation du moule consiste à polir la ceinture de travail du trou de moule de ces pièces, à les polir pour lisser, ou à modifier ou réduire le rayon de transition de connexion de celles-ci. les pièces;
5) Parfois, les rayures sont formées par le matériau de coulée lui-même, ce qui nécessite une température de chauffage uniforme et un recuit d'homogénéisation approfondi ;
6) Une fois que le matériau extrudé sort du trou de filière, sa granulométrie dépend de la température entrant dans la zone de trempe et de la vitesse de refroidissement dans la zone de trempe. Si la température de refroidissement est trop basse et la vitesse de refroidissement est inégale, les grains seront trop gros ou la taille des grains sera inégale. La différence de couleur sera plus évidente après l'anodisation, obligeant l'opérateur à ajuster en temps opportun la pression de l'air et la pression de l'eau de refroidissement du système de refroidissement.



 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge